

Hàn laserlà một lĩnh vực công nghệ gia công kim loại sử dụng laser. Công nghệ này được ứng dụng rộng rãi trong nhiều lĩnh vực công nghiệp, bao gồm ô tô, thiết bị chính xác, điện tử, hàng không vũ trụ và y học. Bài viết này sẽ giới thiệu những kiến thức cơ bản về hàn laser, đặc biệt là trong gia công kim loại tấm, cùng nhiều ứng dụng khác.
Hàn laser là gì? (Đặc điểm)
Đầu tiên, từ "laser" bắt nguồn từ các chữ cái đầu của thuật ngữ " khuếch đại ánh sáng bằng phát xạ kích thích."
Thoạt nghe có vẻ hơi phức tạp, nhưng nhìn chung, nó được hiểu là "ánh sáng nhân tạo. So với ánh sáng thông thường như ánh sáng mặt trời và ánh sáng đèn mà chúng ta thấy hàng ngày, ánh sáng laser, với tư cách là ánh sáng nhân tạo, có đặc điểm là bước sóng, pha và hướng không đổi. Bằng cách điều chỉnh và tận dụng ba yếu tố chính này, được gọi chung là "coherence, laser " có thể được sử dụng trong nhiều quy trình khác nhau.
Hàn laser là một phương pháp gia công tập trung ánh sáng laser, chiếu vào vật thể, làm nóng chảy và đông đặc cục bộ kim loại để tạo thành mối hàn. Việc ứng dụng hàn laser vào gia công kim loại tấm mang lại nhiều ưu điểm so với hàn hồ quang thông thường, chẳng hạn như kiểm soát biến dạng nhiệt dễ dàng hơn, kiểm soát điều kiện hàn dễ dàng hơn và ít lộ mối hàn hơn.
Nguyên lý hàn bằng laser là gì?
TRONGhàn laser, một bộ dao động laser tạo ra ánh sáng laser, đóng vai trò là nguồn nhiệt. Ánh sáng này sau đó được khuếch đại và truyền đi bằng sợi quang, ban đầu truyền ánh sáng đến vùng lân cận của phôi. Giai đoạn này đòi hỏi một đầu xử lý laser. Một thấu kính được lắp đặt bên trong đầu xử lý laser để hội tụ ánh sáng laser truyền đi vào trạng thái phù hợp cho quá trình xử lý. Bằng cách hội tụ ánh sáng bằng thấu kính, năng lượng ánh sáng được tập trung vào một vùng nhỏ hơn, đạt được năng lượng cao hơn để làm nóng chảy kim loại. Để ngăn ngừa quá trình oxy hóa kim loại nóng chảy, một loại khí bảo vệ như argon hoặc nitơ thường được thổi vào trong quá trình hàn.
Có những loại hàn laser nào?
Hãy cùng xem xét các loại hàn laser phù hợp cho hàn thủ công trong gia công kim loại tấm. Máy hàn laser cầm tay sử dụng laser YAG lần đầu tiên trở nên phổ biến tại Nhật Bản vào những năm 1990. Kể từ đó, ngành công nghiệp kim loại tấm Nhật Bản từ lâu đã coi máy hàn laser " tương đương với laser YAG. Tuy nhiên, với sự ra mắt của máy hàn laser sợi quang vào giữa những năm 2010, laser sợi quang đã trở thành dòng máy hàn laser cầm tay chủ đạo. Các thiết bị hàn cầm tay sử dụng laser đĩa cũng đã có sẵn.
Hàn thủ công bằng máy hàn laser sợi quang:
Hàn laser YAG:
YAG là một tinh thể được gọi là yttri nhôm garnet. Laser YAG tạo ra ánh sáng laser bằng cách chiếu xạ các tinh thể YAG với ánh sáng mạnh. Laser YAG có bước sóng 1064nm, dễ bị kim loại hấp thụ. Do đó, chúng có thể làm nóng chảy kim loại với năng lượng tương đối thấp, phù hợp cho hàn laser. Mặt khác, việc tạo ra laser đòi hỏi đèn flash để nhấp nháy, và nhiệt lượng sinh ra lớn đòi hỏi phải có máy làm lạnh để làm mát bộ dao động và mỏ hàn. Điều này dẫn đến tiêu thụ điện năng cao, dẫn đến ít năng lượng hơn để xử lý so với điện năng sử dụng, đôi khi dẫn đến mối hàn không hoàn chỉnh. Chi phí bảo trì cho các vật tư tiêu hao như nước làm mát và đèn cũng cao, một nhược điểm đáng kể.
Hàn laser sợi quang:
Laser sợi quang sử dụng sợi quang để khuếch đại và truyền ánh sáng kích thích được tạo ra. Chúng có bước sóng 1070nm, dễ dàng bị kim loại hấp thụ. Trong số các loại laser, chúng có mật độ năng lượng cao nhất, giúp dễ dàng hội tụ chùm tia và khả năng xuyên sâu vào kim loại là một lợi thế lớn. So với laser YAG, chúng có nhiều ưu điểm, bao gồm khả năng xuyên sâu, chi phí vận hành thấp và hầu như không cần điều chỉnh hay bảo trì, chi phí cũng không đáng kể, dẫn đến việc chúng được ứng dụng nhanh chóng trong những năm gần đây. Mặc dù laser sợi quang mang lại công suất và hiệu suất cao, nhưng công suất quá mức có thể gây rủi ro cho người vận hành khi hàn kim loại tấm thủ công, vì vậy chúng thường được giới hạn ở mức khoảng 1kW. Đối với những người tìm kiếm công suất cao hơn và độ xuyên sâu lớn hơn, có thể cân nhắc hàn cơ học hoặc hàn robot.
Hàn laser đĩa:
Laser đĩa sử dụng tinh thể YAG hình đĩa để khuếch đại ánh sáng kích thích được tạo ra, sau đó được truyền qua sợi quang. Công ty Quicken của Đức đã thành công trong việc đạt được công suất cao và độ ổn định, dẫn đến việc ứng dụng rộng rãi laser này trong công nghiệp. Trong những năm gần đây, tiềm năng của nó đã được đánh giá lại và các ứng dụng mới đang được tích cực phát triển. Mặc dù không có hệ thống độc lập nào tại Nhật Bản có khả năng hàn thủ công bằng laser đĩa, người dùng máy cắt laser Quicken có thể tùy chọn mua mỏ hàn thủ công.
Ưu điểm và nhược điểm của hàn laser:
Hàn laser, được sử dụng trong gia công kim loại tấm, có những ưu điểm sau so với phương pháp hàn TIG được sử dụng rộng rãi.
Thuận lợi:
Giảm biến dạng nhiệt, ngay cả với những tấm mỏng.
Do hàn TIG tạo ra độ ngấu nông và vùng ảnh hưởng nhiệt rộng, nó truyền nhiệt lượng cao vào kim loại, dẫn đến biến dạng nhiệt đáng kể. Việc kiểm soát biến dạng nhiệt này phụ thuộc rất nhiều vào tay nghề của người thợ, và đây là khía cạnh khó khăn nhất của hàn TIG. Mặt khác, hàn laser sử dụng tia laser hội tụ, tập trung năng lượng cao vào một điểm hội tụ nhỏ để làm nóng chảy kim loại. Điều này dẫn đến độ ngấu mối hàn hẹp hơn và vùng ảnh hưởng nhiệt nhỏ hơn, giúp giảm thiểu biến dạng nhiệt. Hơn nữa, chu kỳ bật tắt "pulsingd" thường xuyên của tia laser lặp lại quá trình nóng chảy và đông đặc từ vài đến hàng chục lần mỗi giây, giúp giảm thiểu biến dạng hơn nữa.
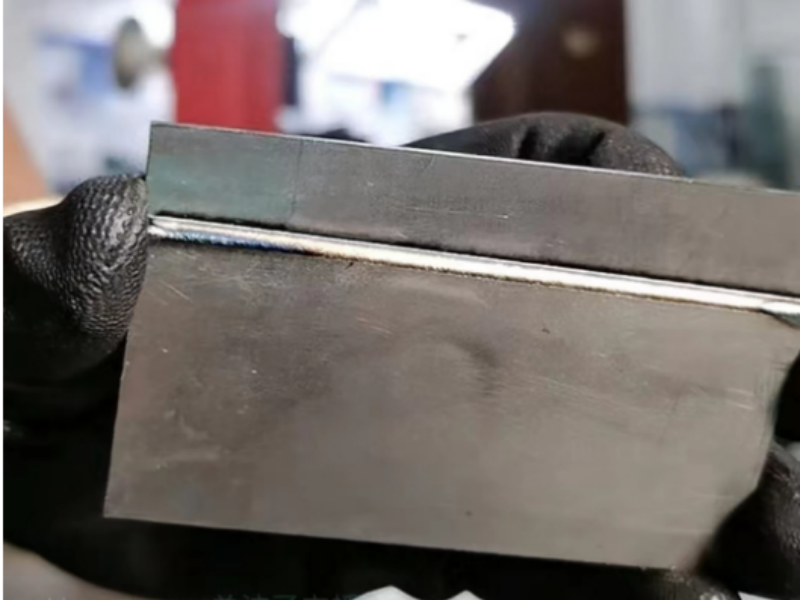
Cường độ hàn đủ:
Hàn laser tạo ra các hạt hàn mỏng hơn, đôi khi có thể dẫn đến lo ngại về độ bền không đủ. Tuy nhiên, nhờ độ xuyên thấu mối hàn sâu, mối hàn sở hữu độ bền bên trong đủ tốt so với hình dáng bên ngoài. Hàn laser hạn chế tối đa hiện tượng nóng chảy và đông đặc hợp kim, do đó ít bị gãy vỡ. Các thử nghiệm độ bền được thực hiện tại một cơ sở thử nghiệm công nghiệp đã xác nhận rằng hàn laser có độ bền vượt trội hơn hàn TIG.
Giảm thời gian xử lý:
Hàn lasertạo ra lượng nhiệt đầu vào thấp và ít có khả năng gây biến dạng, giúp giảm đáng kể thời gian cần thiết để loại bỏ biến dạng này. Hơn nữa, hàn laser về cơ bản hàn trực tiếp kim loại cơ bản, loại bỏ nhu cầu mài các phần nhô ra của mối hàn. Hơn nữa, miễn là các điều kiện gia công được đáp ứng, hiện tượng cháy đường hàn hầu như không tồn tại, có khả năng loại bỏ nhu cầu mài điện phân. Điều này giúp giảm thời gian gia công, vốn trước đây là một nhiệm vụ khó khăn, dẫn đến cải thiện hiệu quả sản xuất và giảm chi phí sản xuất.
Điều kiện hàn dễ quản lý và vận hành:
Một số máy hàn laser cho phép ghi lại và gọi lại các điều kiện hàn dưới dạng phương pháp, giúp dễ dàng quản lý và tái tạo. Trong trường hợp này, chỉ cần một người vận hành có kinh nghiệm chỉ định các điều kiện sẽ giúp thợ hàn không chuyên nghiệp dễ dàng sao chép chúng. Điều này cho phép thợ hàn không chuyên nghiệp hàn các tấm mỏng, giải phóng thợ hàn có kinh nghiệm để tập trung vào các công việc có giá trị gia tăng cao hơn, góp phần nâng cao hiệu suất hàn tổng thể.
Nhược điểm:
Xử lý khoảng cách kém:
Hàn laserTập trung năng lượng laser vào một điểm rất nhỏ, đường kính khoảng 0,1 đến 0,6 mm, để làm nóng chảy kim loại. Đặc tính này khiến việc hàn trở nên khó khăn nếu có khe hở. Đối với các mẫu máy có đường kính điểm 0,1 mm, một khe hở nhỏ đến 0,1 mm sẽ khiến tia laser đi qua, ngăn cản quá trình hàn. Do đó, cần có các biện pháp như cải thiện độ chính xác của quy trình uốn và lắp đặt đồ gá.
Điểm yếu của hàn phủ:
Hàn laser vượt trội trong việc hàn kim loại cơ bản nhưng không hiệu quả trong hàn phủ. Năng lượng laser không chỉ có thể không tiếp cận hoàn toàn kim loại cơ bản, nơi điện cực bị nóng chảy, mà còn khó căn chỉnh chính xác điểm hàn, điện cực và tiêu điểm, có khả năng làm giảm độ bền. Nếu hàn phủ được chỉ định trong bản vẽ, hãy cân nhắc xem hàn laser có phù hợp hay không. Ngược lại, nếu cần hàn laser vì độ bền và tính thẩm mỹ, tốt nhất không nên bao gồm hướng dẫn hàn phủ.
Các biện pháp an toàn bắt buộc:
Việc sử dụng laser sai mục đích có thể dẫn đến tai nạn nghiêm trọng. Do đó, tất cả các sản phẩm laser đều có thông số kỹ thuật an toàn được quy định trong Tiêu chuẩn An toàn Sản phẩm Laser JIS ". Tất cả các thiết bị hàn thủ công sử dụng laser đều được phân loại là " Cấp độ 4, " là mức độ rủi ro cao nhất, và nhà sản xuất đã áp dụng nhiều biện pháp an toàn khác nhau. Vui lòng đảm bảo sử dụng đúng cách theo thông số kỹ thuật và hướng dẫn vận hành, chẳng hạn như thiết lập khu vực kiểm soát laser, sử dụng mặt nạ hàn/kính bảo hộ được thiết kế chuyên dụng cho hàn laser, sử dụng mỏ hàn cầm tay có thiết bị an toàn đi kèm và quản lý khóa thiết bị đúng cách.
Mẹo hàn bằng laser:
Hàn lasermang lại mối hàn chắc chắn và thẩm mỹ. Đây là phương pháp hàn có nhiều ưu điểm, chẳng hạn như độ biến dạng thấp cho các tấm mỏng và dễ dàng quản lý tình trạng. Tuy nhiên, nó cũng có những nhược điểm, chẳng hạn như xử lý mối hàn kém và hiệu suất ốp kém. Các mẹo để sử dụng hàn laser hiệu quả bao gồm:
Cải thiện độ chính xác của quá trình uốn, lắp đặt đồ gá và hàn sau khi đạt trạng thái liền mạch.
Việc chuẩn bị các điều kiện xử lý và đăng ký phương pháp với người có kinh nghiệm giúp ngay cả những công nhân không có tay nghề cũng có thể dễ dàng sao chép quy trình.
Việc duy trì bản vẽ dựa trên các phương pháp gia công thông thường như hàn TIG và chuyển sang hàn laser có thể là một thách thức. Đôi khi, việc cân nhắc thay đổi thiết kế là cần thiết.
Để tối đa hóa sức mạnh và lợi thế về mặt thẩm mỹ của hàn laser, bạn nên cân nhắc đến hàn laser ngay từ đầu khi thiết kế.
Ưu điểm lớn nhất của hàn laser là khả năng hàn các tấm mỏng với độ biến dạng thấp. Hơn nữa, ngay cả những công nhân không có tay nghề cũng có thể đạt được điều này, cải thiện đáng kể quy trình hàn vốn trước đây phụ thuộc vào tay nghề của thợ thủ công. Hiểu rõ những nhược điểm và giải quyết chúng một cách phù hợp sẽ giúp bạn khám phá những lợi thế của nó. Hãy tận dụng tối đa những ưu điểm của hàn laser.